


邦纳PLC和HMI在并条机上的应用
并条机系统概述
棉条在变成粗纱、细纱的过程中,被成百倍的牵伸,其很短范围内的重不匀将影响很长范围内纱的质量。粗纱前的梳棉和并条过程是改善棉条重不匀,进而显著改善成纱质量的关键工序。并条工序处在改善棉条重不匀的最后环节,其自调匀整控制的效果将直接影响成纱质量。对并条机的自调匀整而言,主牵伸电机、辅助牵伸电机和条筒电机都需要进行控制,自调匀整的效果主要取决于主牵伸电机和辅助牵伸电机之间速 比的合理调节。条筒电机需要按照一定的速度与主牵伸电机和辅助牵伸电机同步启动和停止,条筒电机带动条筒的转动,以保证棉条均匀缠绕在条筒中,其速度控制精度对棉条的质量没有大的影响,因此,主牵伸电机和辅助牵伸电机的快速和精确控制应该为研究的重点。

邦纳PLC和HMI概述
美国邦纳是国际知名的传感检测和自动化技术专家。公司BSP01系列PLC、THM系列人机界面特别适合在纺织机械领域使用。

BSP01系列可编程逻辑控制器结构紧凑,性能卓越,功能丰富 ,通讯强大. A系列是高性能控制器,具有高的运算速度,大的程序容量,更多的应用指令,及更高的脉冲输出和高速计数功能。PLC最多可以扩充3个通讯端口,并具有Computer link,Datalink和远距离输入输出功能三种特殊的网络通讯功能。THM人机界面性能卓越,外观精美,产品系列齐全。除了具有监视、操作、储存数据的基本功能外,还支持与大多数品牌的控制器、PLC、变频器等设备的通讯。在工厂自动化和过程自动化的各个领域都有广泛的应用。
自调匀整控制系统结构
在高速并条机的自调匀整控制中,从棉条被检测到相应的检测点到达变速点,中间有一个延时过程。该延时过程的精确控制是决定开环自调匀整控制效果的一个关键因素。这个延时相比于自调匀整的控制周期很大,所以该系统是一个典型的纯滞后大延时环节。该延时与系统速度有关,但是系统的模型未知,所以难以采用史密斯预估延时法。如果采用传统的定时查询法,CPU的大量时间耗费在查询上,系统运行效率低、精度不高而且自调匀整所能控制的片断的长度也降不下来。可以利用硬件在等位移条件下触发中断以实现与速度无关的精确延时,大大提高CPU效率,并能实现并条机全程自调匀整控制。
并条机自调匀整硬件结构如图4所示,控制系统是主从式控制结构,工控机为主,PLC为辅。主要的控制功能:棉条的自调匀整在工控机中实现,PLC主要实现系统的逻辑控制,如自动换筒等,使工控机控制程序得以简化,提高了系统的可靠性。通用工控机、邦纳BSP01 系列PLC、两个伺服驱动器及1变频器之间通过通讯进行控制;触摸屏和PLC之间通过串口通讯,棉条的厚度由三个压力传感器测量,并通过工业控制计算机中的数据采集卡进行采集,进行自调匀整控制。

控制要点
并条机自调匀整的控制方式可分为开环、闭环和混合环三种形式。开环系统属针对性匀整,适合短片段不匀,闭环系统适合长片段不匀,混合环系统能兼长短片段不匀,但机构复杂,制造精度要求很高。并条工序对控制成纱重量不匀和重量偏差指标有非常重要的把关作用,对匀整的针对性具有较高的要求。
并条机的检测结构如图5所示,R1, R2, 和 R3 分别代表前罗拉(由主牵伸电机带动)、后罗拉(由辅牵伸电机带动)和给棉罗拉(通过传动机构:皮带轮与R2保持恒定的速度比)。S1, S2, 和 S3 是三个棉条厚度传感器, S3用于开环控制, S2用于闭环控制,S1用于波谱分析,B是喇叭口。主要通过合理调节R1与R2的速度比来达到自调匀整目的。为了改善棉条的不匀度,便于速度的调控,这里保持R1的速度不变,通过调节R2的速度实现自调匀整。因为是采用模拟量控制牵伸电机,所以,改变输出到R2的电压大小,就能调节R2的速度达到自调匀整的目的。

棉条的质量取决于两点:一是主、辅牵伸电机以及条筒电机三者的同步性,另一点即是三者之间合理的速度比。三者之间的合理的速度比通过后述的控制策略获得。而三者的同步性依赖于硬件的快速响应和软件的合理性,硬件的特点在前面已述。
对于并条机而言,开环控制可以消除死区,但是对来自牵伸系统干扰的影响无能为力,系统的稳定性较弱;闭环控制可以抑制干扰的影响,系统有着较强的鲁棒性,但不能消除死区。
并条机的控制过程是一个非线性,动态变化的过程,容易受到外部干扰(牵伸波,噪声等),很难建立统一的数学、物理模型。因此,为了消除死区,降低干扰的影响,提高系统稳定性,本文采用短开环和长闭环的混合控制模式,如图6所示。
开环的目的是避免死区并获得控制基本量uo,闭环的目的是抑制干扰,得到控制校正量△uc修正控制基本量uo。因此开环控制器和闭环控制器是并条机控制系统的核心。涉及的变量及其关系解释如下。

图6 并条机混合环控制策略
工艺配置分析
1. 合理选择总牵伸倍数:并条机的牵伸范围较大,为5~15倍,在实际生产中,应根据实际工艺条件和质量要求,合理选择总牵伸倍数。因为喂入须条在牵伸过程中产生附加不匀的纤维的移距偏差会随着牵伸倍数的增大而增加,而移距偏差的增加势必会影响牵伸质量,因此,在实际生产中总牵伸倍数的选配不宜太大,一般而言,6根并合时在7倍以下,8根并合时在10倍以下较为适宜,否则,将不利于改善棉条条干水平。
2. 棉条定量的设定:尽管牵伸机构设置较为合理,对棉条定量的适应性较大,但配置的定量也不能太大,以避免因棉条定量过大导致须条间产生分层现象,影响棉条质量。
3. 合理选择主牵伸区罗拉隔距:通常采用摇架弹簧加压形式。在保证加压充分的前提下,为了最大限度地减小较短纤维的浮游动程,改善主牵伸区的牵伸质量,提高棉条条干水平,主牵伸区罗拉隔距以偏小掌握为宜。纺制长度整齐度较好的纤维时,主牵伸区罗拉隔距可适当放大。
4. 合理配置后区罗拉隔距和后区牵伸倍数:后区牵伸的主要作用是使喂入的条子略带张力,使纤维伸直,使须条具有一定的紧密度进入中区,再由中区进入主牵伸区后能够稳定牵伸,提高牵伸质量。后区牵伸倍数和后区罗拉隔距对棉条条干的影响较为明显,可结合加压压力、纤维性能及纺制品种等进行优选配置。
5. 选好压力棒位置:压力棒位置由二胶辊的前冲量和后移量来确定。在实际配置工艺时,可根据生产条件,对压力棒位置进行优选。
6. 合理确定托棉板入口大小:托棉板入口的大小要根据条子的定量和喂入根数确定,一般情况,8根并合时为12~16mm,6根并合时为9~13mm,也可根据实际情况随时调整,以保证喂入条子既不发生重叠又不过于分散为原则。
总结:
作为自动化行业的领先者,美国邦纳将利用几十年产品研发与应用经验,结合邦纳传统的优势产品:光电传感器系列、工业智能指示灯系列等等,与邦纳PLC控制器及HMI人机界面相集成,配合这些检测、信号传输等产品,为用户提供简易完整、强大稳定、可靠安全、灵活开放的解决方案,广泛应用在水处理、冶金、石油天然气、煤矿,水泥、印包、钢铁、电子、汽车、地铁、纺机等要求苛刻的现场环境中,为广大机器制造商和最终用户提供完整、简易,开放,集成和灵活的自动化解决方案。




 投诉建议
投诉建议
提交

防患于未然!如何轻松把握汽车总装车间的“脉搏”?

新品速递丨精确定位+多测量模式——邦纳EG24高精度边缘测量传感器重磅发布
预测性运维,降低维护成本!看邦纳无线振动如何实时远程把“脉”电机状态
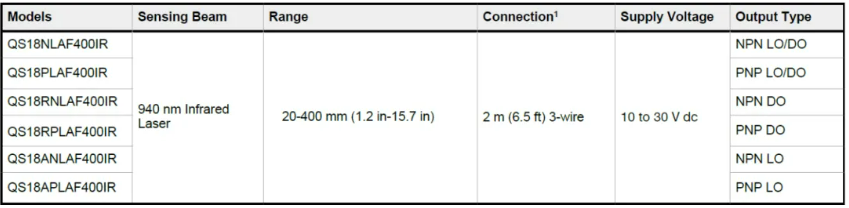
新品速递丨邦纳QS18LAF400IR 背景抑制型红外激光传感器重磅发布
.jpg)
邦纳大中华区新高管团队亮相:深耕中国市场,引领业务新篇章